

news
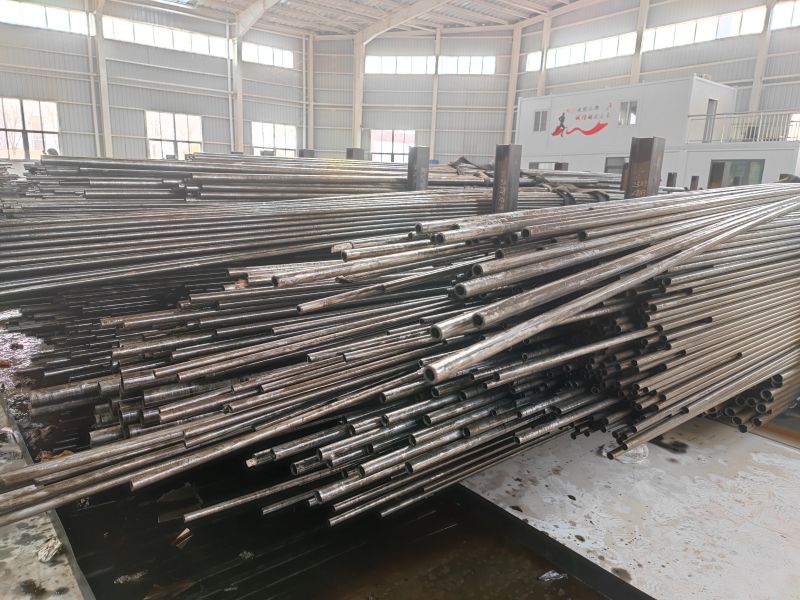
精密无缝钢管改进厚壁精度的方式有什么,下边精密无缝钢管生产厂家工作人员和大伙儿一起开展讨论。
一、精密无缝钢管的加温溫度。
溫度应匀称上升,禁止溫度过高。每一次升降机溫度维持稳定迟缓,很大升降机溫度维持在30℃下列。
二、可以信赖的滚桶。
明确安心辊的安裝是不是立即的,相关抱芯辊的管理处、打开视角和每个部位的张口规格是不是一致,抱芯辊管理处要放到冷轧在网上。
三、冷轧轴。
保证 穿孔机冷轧中心线与轿车破孔中心线一致,避免 “上冷轧”或“下冷轧”,使精密无缝钢管在破孔时维持承受力匀称。
四、冷轧专用设备。
对受毁坏的顶部、扩孔钻头、热轧卷板等冷轧常用工具应立即拆卸拆换。
五、冷轧机床的专用型安裝。
冷轧在网上的热轧带钢间隔和导距管理处务必是确保热轧带钢导距和热轧带钢中心线在破孔处,即上下辊距一致,左右辊距一致。
六、破孔小链扣。
一般采用直徑为Φ108mm-Φ114mm、壁厚规定≥25mm、壁厚匀称的精密无缝钢管。
七、挤压成型表芯轴。
轴芯应选用厚度稍厚的无缝钢管生产生产加工,针对型号规格较小的轴芯,可采用实芯坯料替代。选用壁厚均匀的精密无缝钢管和实芯坯料,可大幅度降低芯棒弯曲形变概率,有效提升 精密无缝钢管薄厚精度。
八、芯棒精度。
轴芯的长细比十分大,一般挑选车前直徑后走口电弧焊接电焊焊接,或挑选长料后马上切削成型。轴芯外加工精度操纵在±0.mm,轴芯直度出现偏差的原因不超过5mm。在电弧焊接电焊焊接全过程中,将一个生产加工销部插进芯棒正中间,使之精准定位,以防止因为电弧焊接电焊焊接造成的总直度出现偏差的原因。

 当前位置:
当前位置:
 热门推荐
热门推荐